Leave Your Message







Aplicación específica do servomanipulador de tres eixes na clasificación e envasado de medicamentos
Aplicacións específicas dos servorrobots de tres eixes na clasificación e envasado farmacéutico
Servorobóticos de tres eixes: remodelando a revolución da eficiencia na clasificación e envasado farmacéutico
Impulsados polos rigorosos estándares de calidade da industria farmacéutica e a necesidade dunha produción eficiente, os equipos de automatización convertéronse nun factor fundamental das actualizacións e transformacións das empresas farmacéuticas. Servorobots de tres eixes, coas súas principais vantaxes de control preciso, funcionamento estable e adaptabilidade flexible, transformaron o seu papel na clasificación e envasado de produtos farmacéuticos de "ferramentas auxiliares" a "unidades de produción básicas". Este artigo afondará nos seus escenarios de aplicación específicos, valor técnico e lóxica de aplicación práctica neste campo, proporcionando unha referencia para as actualizacións de automatización das empresas farmacéuticas.

I. Requisitos da industria farmacéutica: por que elixir servorrobots de tres eixes?
As características únicas da produción farmacéutica ditan os rigorosos requisitos para os equipos automatizados: estándares de limpeza con certificación GMP, precisión de clasificación ao nivel de miligramos, funcionamento estable as 24 horas e cambio rápido entre múltiples especificacións de produtos. A clasificación e o envasado manuais tradicionais non só se enfrontan a obstáculos de eficiencia (a capacidade media diaria de clasificación por persoa é de só 3.000-5.000 pezas), senón que tamén presentan riscos de calidade, como erros de medicamentos e conteo incorrecto causados por erros humanos. Non obstante, os manipuladores pneumáticos tradicionais están limitados por unha precisión de control insuficiente e movementos bruscos, o que os fai inadecuados para aplicacións farmacéuticas.
A aparición dos tres eixes Servomanipuladors aborda este dilema. O seu sistema de movemento nos eixes X, Y e Z accionado por servomotor consegue unha precisión de posicionamento de 0,1 mm. Combinados con traxectorias de movemento programables e retroalimentación de forza, cumpren os requisitos de funcionamento sen po das salas limpas, adaptándose con precisión ás necesidades de manipulación de diferentes formas de dosificación (comprimidos, cápsulas, líquidos orais, etc.), o que os converte nunha opción ideal para a clasificación e o envasado farmacéuticos automatizados.
II. Escenario de aplicación principal 1: Control de precisión da clasificación farmacéutica
A clasificación é un nodo crítico no proceso de produción farmacéutica, que require un proceso completo de ciclo pechado de "identificación - captación - clasificación - transferencia". A aplicación de servorrobots de tres eixes neste proceso pódese dividir en tres escenarios principais:
(I) Clasificación de precisión de formas multidosificación
Para produtos farmacéuticos en diversas formas, como comprimidos, cápsulas e cápsulas brandas, os servorrobots de tres eixes poden lograr unha clasificación eficiente equipándoos con efectores finais personalizados. Para a clasificación de comprimidos, por exemplo, utilízase un efector final de ventosa de baleiro. O sistema servo controla con precisión a presión da ventosa (0,02-0,05 MPa), garantindo un agarre estable de comprimidos con diámetros que oscilan entre os 3 e os 15 mm, ao tempo que evita a rotura causada por unha presión excesiva. Para as cápsulas, utilízase unha pinza flexible, que utiliza a función de control de forza do servomotor para manter unha forza de agarre de 5 a 10 N, evitando a deformación e as fugas.
En termos de eficiencia de clasificación, o servorobot de tres eixes ofrece unha vantaxe significativa. Tomando como exemplo as liñas de clasificación de comprimidos das pequenas e medianas empresas farmacéuticas, as liñas de clasificación manual tradicionais poden procesar aproximadamente 8.000-10.000 comprimidos por hora. Non obstante, as liñas de clasificación automatizadas equipadas con servorobots de tres eixes, mediante a conexión de alta velocidade entre os eixes X e Y (velocidade máxima de funcionamento de 1,5 m/s), poden aumentar esta capacidade a 30.000-40.000 comprimidos por hora. A taxa de erro de clasificación mantense por debaixo do 0,01 %, moi inferior ao estándar de erro do 0,5 % para a clasificación manual.
(II) Clasificación específica dos números de lote de medicamentos
A normativa sobre medicamentos esixe que cada lote de medicamentos se circule individualmente e se rastrexe con precisión, o que supón unhas esixencias extremadamente altas nas capacidades de identificación de lotes do proceso de clasificación. Un servorobot de tres eixes, conectado a un sistema de recoñecemento de visión, automatiza o proceso de "identificación do número de lote - clasificación precisa - transferencia específica". O sistema de visión primeiro captura a información do número de lote (código de barras ou código QR) na embalaxe do medicamento. Mediante un algoritmo, interpreta rapidamente os datos do número de lote e transmíteos a A Compañía de RobotsSistema de control. Baseándose en regras de clasificación de números de lote preestablecidas, o sistema coordina os eixes X, Y e Z para transferir fármacos de diferentes lotes aos seus depósitos correspondentes. O proceso completo leva menos de 0,5 segundos, o que elimina por completo o risco de confusión de lotes.
A aplicación desta solución no taller de formas de dosificación oral dunha gran empresa farmacéutica demostrou que a taxa de intervención manual para a clasificación por lotes se reduciu do 15 % ao 0,3 %, a eficiencia da trazabilidade multiplicouse por catro e o produto superou con éxito as inspeccións sen previo aviso das autoridades reguladoras de medicamentos.
(III) Rexeitamento automático de produtos defectuosos
Durante o proceso de produción farmacéutica, xérase un pequeno número de produtos defectuosos (como comprimidos deformados e cápsulas con fugas) debido a factores como defectos nas materias primas e variacións no proceso. O rexeitamento manual tradicional non só é ineficiente, senón que tamén é propenso a inspeccións perdidas. Un servorobot de tres eixes, combinado con sistemas de inspección visual e detección de peso, permite un rexeitamento preciso de produtos defectuosos. O sistema visual identifica defectos cosméticos nos produtos farmacéuticos, mentres que un sensor de peso detecta desviacións de peso (cunha precisión de ±0,01 g). Cando se detecta un produto defectuoso, o sistema envía inmediatamente un sinal ao robot, que axusta rapidamente a súa traxectoria, colle o produto e transfíreo a un colector de lixo. O tempo de resposta de rexeitamento é de só 0,3 segundos, cunha taxa de precisión de rexeitamento do 99,99 %.
III. Escenario de aplicación principal 2: Colaboración eficiente no envasado farmacéutico
O envasado é o paso final da produción farmacéutica e require múltiples procesos, como o encaixado, o selado, o etiquetado e a paletización. O servorobot de tres eixes, mediante unha profunda integración coa liña de produción de envases, consegue unha colaboración eficiente en todos estes procesos.
(I) Integración automatizada do encartonado e selado para produtos farmacéuticos
No proceso de encartonado de comprimidos e cápsulas, o servorobot de tres eixes realiza as tarefas principais de "endereitar" e "empaquetar". Tomando como exemplo o envasado de cápsulas, o robot primeiro usa o movemento sincronizado dos eixes X e Y para colocar ordenadamente os paquetes de cápsulas (12-24 cápsulas por paquete) que saen da cinta transportadora. O eixe Z baixa entón a pinza final para colocar con precisión os paquetes de cápsulas nas caixas de envasado. Todo o proceso leva só 0,8 segundos por caixa. Durante o proceso de selado da caixa, o robot colabora coa seladora de cartón para dobrar a tapa e aplicar a cola. Un sistema servo controla a forza de presión (20-30 N) para garantir que os selos da caixa cumpran os estándares de transporte e evitar danos e contaminación por medicamentos.
Despois de modernizar a súa liña de envasado de cápsulas, unha empresa farmacéutica empregou dous servorrobots de tres eixes que traballaban en tándem. Isto aumentou a eficiencia de envasado e selado de caixas de 120 caixas/minuto a 200 caixas/minuto, e a taxa de aceptación de envasado aumentou do 98,5 % ao 99,8 %.
(II) Posicionamento preciso das etiquetas farmacéuticas
As etiquetas farmacéuticas conteñen información clave como o nome do medicamento, a concentración, o número de lote e a data de caducidade. Calquera desviación na colocación da etiqueta non só afecta á estética, senón que tamén pode infrinxir as normativas farmacéuticas. Un servorobot de tres eixes consegue unha precisión milimétrica no etiquetado mediante unha combinación de "posicionamento por visión + servoaccionamento": o sistema de visión primeiro identifica as posicións de referencia da caixa (como as esquinas e as marcas impresas), calcula as coordenadas de etiquetado e transmíteas ao robot. Despois, o robot move con precisión o cabezal de etiquetado ao longo dos eixes X e Y ata a posición de destino. O eixe Z controla a presión de etiquetado (0,1-0,2 MPa) para garantir unha aplicación suave e sen engurras da etiqueta, cunha desviación posicional de ±0,5 mm.
Para envases de forma irregular, como frascos de medicamentos redondos, o robot tamén pode utilizar un eixe rotatorio (un cuarto eixe opcional) para lograr un etiquetado de 360°. O sistema servo sincroniza o control de velocidade para garantir unha velocidade de rotación constante entre o cabezal de etiquetado e o frasco, garantindo unha conexión sen fisuras na unión da etiqueta.
(III) Paletización e almacenamento intelixentes de produtos acabados
Unha vez completado o envasado farmacéutico, este debe paletizarse e almacenarse rapidamente para minimizar o espazo no chan. Un servorobot de tres eixes pode calcular a traxectoria de paletización óptima en función do tamaño, o peso e os requisitos de almacenamento das caixas de envasado. Para caixas de dosificación oral lixeiras (cada caixa pesa menos de 500 g), utilízase un efector final de varias garras para agarrar e paletizar de 4 a 6 caixas á vez. Para caixas de frascos de infusión máis pesadas (cada caixa pesa entre 10 e 15 kg), utilízase unha pinza eléctrica, que utiliza o alto par de saída do servomotor para lograr un agarre estable.
En termos de precisión de paletización, o robot emprega control de altura en bucle pechado no eixe Z para garantir que a desviación de apilado de cada capa de caixas non supere 1 mm. As alturas de paletización poden alcanzar os 1,8-2,5 m e o robot pode axustar automaticamente a forma da paleta (por exemplo, cadrada ou rectangular) en función do tamaño das estanterías de almacenamento. Tras a súa implementación nun centro de almacenamento farmacéutico, a eficiencia de paletización de produtos acabados aumentou de 80 caixas/hora (de funcionamento manual) a 300 caixas/hora, o que mellorou a utilización do espazo do almacén nun 30 %.
IV. Vantaxes técnicas principais e puntos clave de selección do servorobot de tres eixes
(I) Tres vantaxes técnicas axeitadas para aplicacións farmacéuticas
Deseño de calidade para salas limpas: Utilizando un corpo de aceiro inoxidable e lubricante de calidade alimentaria, a superficie pulida resiste métodos de desinfección como o alcohol e a luz ultravioleta, cumprindo os requisitos de salas limpas GMP Clase 8 e evitando a contaminación cruzada de produtos farmacéuticos.
Sistema servo preciso e controlable: Utilizando servomotores e controladores importados, admite modos de control de posición, velocidade e forza. A conmutación flexible permite a manipulación precisa de artigos delicados e un agarre firme de artigos pesados.
Integración flexible: Ao ser compatible con múltiples protocolos de comunicación industrial como Modbus e Profinet, intégrase perfectamente con sistemas de visión, sistemas de pesaxe, máquinas de envasado e outros equipos, o que permite a automatización total da liña de produción. O software de programación permite o axuste rápido dos parámetros de movemento, o que permite o cambio de liñas de produción para múltiples especificacións farmacéuticas (tempo de cambio inferior a 10 minutos).
(II) Consideracións clave para as empresas farmacéuticas na selección de produtos
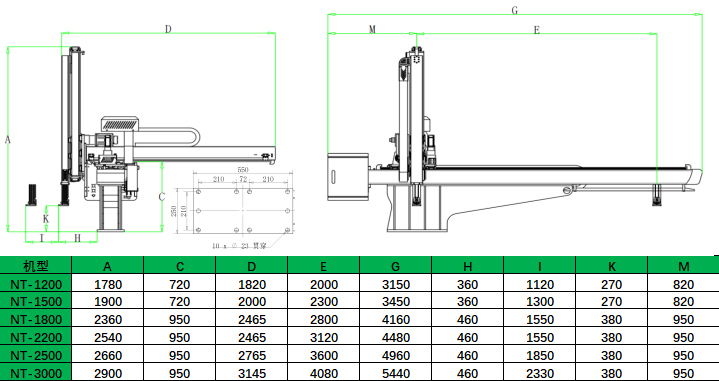
Axuste de carga e viaxe: seleccione unha capacidade de carga en función do peso dos medicamentos que se clasifican/envasan (normalmente de 1 a 50 kg). Escolle un eixo de tres eixes rango de percorrido (500-3000 mm no eixe X, 300-2000 mm no eixe Y e 200-1000 mm no eixe Z) baseado na disposición do taller para garantir que se satisfagan as necesidades de produción.
Requisitos do nivel de limpeza: os talleres de produción para diferentes formas de dosificación, como preparacións orais e inxectables, requiren diferentes niveis de limpeza, o que require un robot co nivel de limpeza axeitado (por exemplo, a clase 7 é axeitada para talleres de inxectables).
Capacidades de servizo posvenda: a produción farmacéutica non se pode interromper, polo que é importante escoller un fabricante que ofreza unha resposta as 24 horas e un subministro rápido de pezas de reposto para garantir reparacións oportunas en caso de fallo do equipo e minimizar as perdas por tempo de inactividade da produción.
V. Conclusión: As actualizacións de automatización son unha elección inevitable
Baixo a crecente tendencia da industria farmacéutica cara á mellora da calidade, a mellora da eficiencia, o cumprimento e a trazabilidade, os servorrobots de tres eixes xa non son simplemente ferramentas de produción; son a forza impulsora principal para acadar a precisión, a eficiencia e a intelixencia na clasificación e o envasado de medicamentos. Desde a clasificación de formularios multidose ata a paletización de produtos acabados, desde o rastrexo de números de lote ata o rexeitamento de produtos defectuosos, a súa adaptabilidade a escenarios completos e as súas vantaxes tecnolóxicas están a axudar a cada vez máis empresas farmacéuticas a superar os obstáculos na produción, reducir os riscos de calidade e mellorar a competitividade do mercado.